لوله و پروفیل از برخی جهات شبیه به یکدیگر هستند و به همین دلیل از روشهای مشابه برای خمکاری آنها استفاده میشود. یکی از مهمترین عوامل مؤثر در انواع روشهای خمکاری لوله جدای از جنس لوله و ضخامت آن، قیمت لوله است. هر چه لوله گرانتر باشد، بایستی در خمکاری آن دقت و حساسیت بیشتر به خرج داد، چرا که برخی از انواع لوله در صورت معیوب شدن، دیگر کارایی سابق را نداشته و باید آنها را تعویض نمود. اگر قصد خرید لوله فولادی را دارید، پیش از خواندن این مقاله؛ راهنمای خرید لوله فولادی را مطالعه کنید.
در ادامه با انواع خمکاری لوله صنعتی و برخی از لولههای خاص آشنا میشوید:

خمکاری لوله فولادی به روش سرد چگونه است؟
همانطور که از نامش مشخص است، در این روش خبری از حرارت نیست و خمکاری لوله در دمای اتاق انجام میشود. خمکاری به روش سرد، پرکاربردترین روش خمکاری لولههای فولادی است که مزایا و معایب آن را در ادامه میخوانید:
مزایای خمکاری لوله فولادی به روش سرد:
• سرعت بالا و هزینه پایین
• جلوگیری از ایجاد برخی عیوب ظاهری در لوله
• کمترین تغییر در خواص مکانیکی و شیمیایی لوله
• عدم نیاز به تمیز کردن و پوسته زدایی
معایب خمکاری لوله فولادی به روش سرد:
• محدودیت در ضخامت لولههای انتخابی
• محدودیت در زوایای خمکاری
• برگشت فنری و تنشهای پسماند بیشتر در مقایسه با خمکاری گرم
خمکاری لوله فولادی به روش سرد، به چند شیوه انجام میشود:
خمکاری با رام
در این روش از یک قالب به شکل نیمدایره استفاده میشود که توسط قطعهای به نام رام و با استفاده از نیروی هیدرولیکی، به مرکز لولهای که توسط دو قالب ثابت نگه داشته شده، فشار وارد شده و آن را به صورت مقعر در میآورند. کنترل فرایند و میزان دقت در این روش پایین بوده و بیشتر از آن برای خمکاری پایههای مبلمان و لولههای شوفاژ استفاده میشود. به این روش، خمکاری پرسی نیز میگویند.

خمکاری غلتکی:
این روش به خمکاری سهغلتکی نیز مشهور است، چرا که معمولاً از سه غلتک برای خمکاری لوله در این روش استفاده میشود. این غلتکها متحرک هستند و فاصله و زاویه آنها با یکدیگر، بر اساس سایز، ضخامت لوله و زاویه خمکاری تنظیم میشود. از روش خمکاری غلتکی برای خم کردن لولههای دارای ضخامت و سایز بالا مانند لولههای صنعتی و خمکاریهای پیچیده، استفاده میشود.
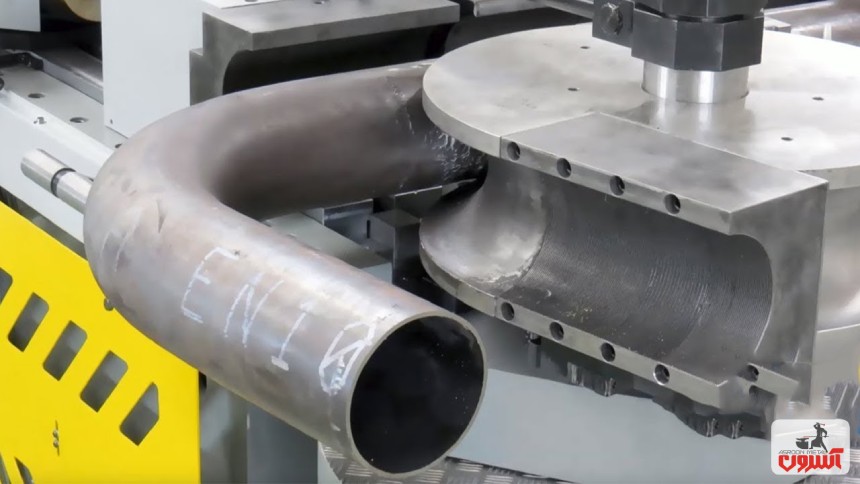
خمکاری فشاری:
در این روش بر خلاف روش پرسی، از یک قالب دوار و ثابت، برای خمکاری لوله استفاده میشود. در روش خمکاری فشاری لوله از بین قالب ثابت و یک گیره عبور داده میشود و سر آزاد آن توسط یک قالب فشاری یا کفشک به دور قالب ثابت خم میشود. نباید از این روش در زمانی که شعاع خم کمتر از سه برابر قطر داخلی لوله است، استفاده کرد. مهمترین کاربرد این روش، برای تولید قطعاتی است که قطر خم در دو طرف آنها متقارن است.
خمکاری با استفاده از ماندرل:
در این روش از ابزاری به نام ماندرل برای کنترل کاهش ضخامت لوله هنگام خم کردن و تنظیم دقیق زاویه خم، استفاده میشود. در ابتدا ماندرل توسط نیروی هیدرولیکی یا پنوماتیکی وارد لوله میشود و سپس توسط یک گیره از یک طرف ثابت نگه داشته شده و از طرف دیگر توسط یک پرس به آن فشار وارد میشود. فشار وارده باعث میشود که لوله به دور یک قالب دوار و متحرک، بچرخد. این روش به خمکاری کششی-فشاری نیز مشهور است و بیشترین دقت را نسبت به سایر روشهای خمکاری سرد دارد.
خمکاری کششی:
در این روش قالبها ثابت و بیحرکت هستند و از گیرههای متحرک برای ایجاد خم در لوله استفاده میشود.
خمکاری لوله فولادی به روش گرم را چگونه انجام میدهند؟
همانطور که در بالا خواندید، خمکاری لوله به روش سرد دارای محدودیتهایی در زمینه سایز لوله و زاویه خم است. خمکاری لوله فولادی به روش گرم، مزایای کمتری نسبت به خمکاری به روش سرد دارد، اما برای ایجاد زوایای خم بسیار کوچک و خمکاری لولههای درزدار و بدون درز با ضخامت بالا، چارهای جز استفاده از روش گرم نیست.
در این روش از یک منبع حرارتی که میتواند سوختهای فسیلی، القای مغناطیسی یا هدایت الکتریکی باشد برای گرم کردن محل خمکاری استفاده میشود. گرم کردن منجر به تغییر خواص مکانیکی فولاد شده و خم کردن آن با اعمال کمترین فشار، صورت میپذیرد. مزایا و معایب این روش را در ادامه میبینید:
مزایای خمکاری لوله فولادی به روش گرم:
• عدم محدودیت در سایز، زاویه و ضخامت
• امکان خمکاری لولههای بدون درز
• قابلیت کنترل ضخامت داخلی لوله
• امکان خمکاری لولههایی که در برابر روش خمکاری سرد، شکننده هستند
معایب خمکاری لوله فولادی به روش گرم:
• مصرف انرژی زیاد
• هزینه بالا
• زمانبر بودن
• امکان ایجاد برخی عیوب در لوله مثل چینخوردگی
• نیاز به تمیزکاری بعد از عملیات
انتخاب بین روش خمکاری سرد یا گرم، به میزان کربن موجود در ساختار لوله بستگی دارد. برخی از لولههای فولادی که میزان کربن موجود در ساختار آنها 1.2 درصد و بیشتر است را تنها میتوان به روش گرم خم نمود. لولههای درزدار موسوم به لوله سیاه و برخی از لولههای مانیسمان، از این دسته هستند.
با خمکاری لوله فولادی به روش القایی آشنا شوید
در این روش لوله را داخل یک کویل قرار میدهند و سپس با ایجاد جریان الکتریکی در کویل، در اطراف لوله یک میدان مغناطیسی ایجاد میکنند. این میدان مغناطیسی باعث میشود که لوله به صورت موضعی گرم شده و برای خمکاری بدون اعمال فشار، آماده شود. پس از خمکاری لوله، آن را با استفاده از آب سرد خنک میکنند تا خواص مکانیکی آن تغییر نکند.
مزایای خمکاری لوله فولادی به روش القایی به شرح زیر است:
• امکان خمکاری لولههای قطور
• هزینه پایین نسبت به روش گرم
• کیفیت بالای سطح خمکاری شده
• عدم ایجاد آلودگی و نیاز به نظافت
• پایین بودن احتمال ایجاد عیوب ظاهری مثل چینخوردگی

خمکاری لوله استیل چگونه است؟
به دلیل خواص شیمیایی و مکانیکی ویژه لوله استنلس استیل، احتمال دفرمه شدن و ایجاد برخی عیوب ظاهری در آن هنگام خمکاری به روش گرم، بسیار زیاد است. به همین دلیل، از روشهای خمکاری سرد مانند خمکاری غلتکی، پرسی، فشاری و کششی-فشاری برای خمکاری آن استفاده میشود.
خمکاری لوله مسی چگونه انجام میشود؟
به علت خواص مس و انعطافپذیری بالای لولههای مسی، برای خم کردن آنها از روشهای خمکاری سرد استفاده میشود. به دلیل بالا بودن قیمت لوله مسی، هنگام خمکاری آن باید دقت زیادی به خرج داد تا عیوبی مثل چروک شدن در آن ایجاد نشود. به همین دلیل پیش از شروع عملیات خمکاری، یک فنر را از داخل لوله مسی عبور میدهند.

روش خمکاری لوله گاز را میدانید؟
در پروژههای گازرسانی معمولاً از زانو برای تغییر جهت لوله استفاده میشود، اما گاهی ممکن است تغییر جهت موردنیاز، با زاویه استاندارد زانوها مطابقت نداشته باشد. به همین دلیل به استانداردهای خمکاری لوله گاز مراجعه میکنند. این استانداردها توسط شرکت ملی گاز ایران تدوین شدهاند.
بحث ایمنی در لولههای گاز بسیار اهمیت دارد و به همین دلیل هنگام خمکاری نباید هیچگونه عیبی در لوله ایجاد شود، چرا که به وجود آمدن کوچکترین عیب مثل چروکخوردگی میتواند به کاهش ضخامت لوله یا سوراخ شدن آن منجر شود. به منظور جلوگیری از به وجود آمدم عیوب احتمالی، از روشهای خمکاری سرد و فاقد کشش برای خمکاری لولههای گاز استفاده میشود. همچنین در فاصله کمتر از 2 متر مانده به سر لوله گاز، نباید خمکاری صورت گیرد.
همانند هر کار فنی دیگر، انواع خمکاری لوله نیز باید توسط شخص با تجربه و متخصص انجام شود. اگر در زمینه انواع روشهای خمکاری لوله تجربه کافی را ندارید، انجام آن را به فرد متخصص بسپارید. با نگاهی به قیمت آهن آلات و تأثیر آن بر قیمت لوله، متوجه حساسیت این موضوع خواهید شد.